 EN
EN
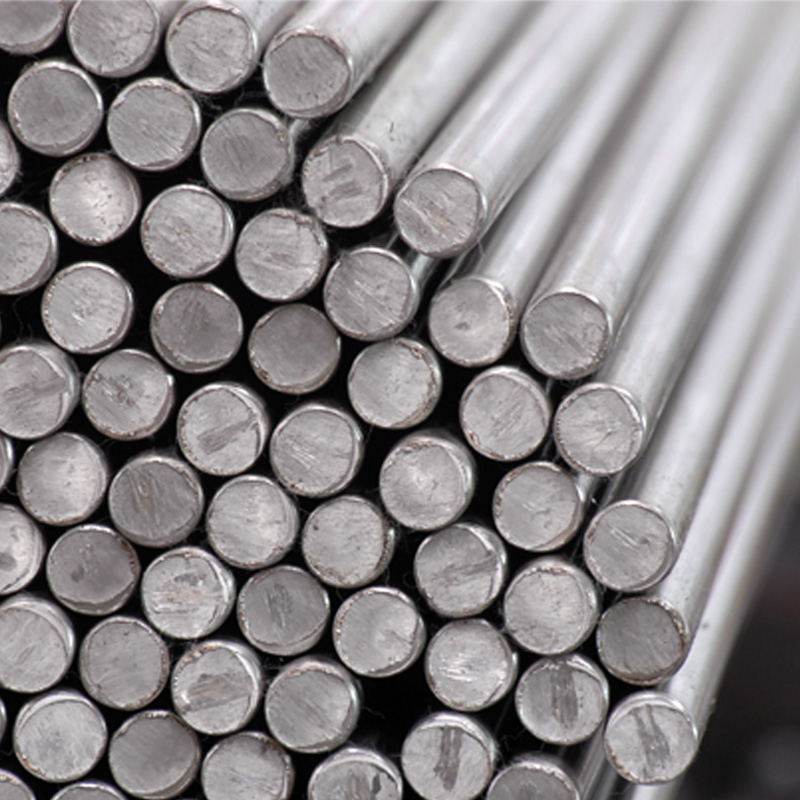
Takım çeliği, çelik endüstrisinin vazgeçilmez malzemelerinden biridir ve çeşitli endüstriyel alanlarda geniş bir kullanım alanı bulur. Özel fiziksel ve kimyasal özellikleri sayesinde dayanıklılık ve performans gerektiren uygulamalarda tercih edilir.

Takım çeliği, çelik endüstrisinin vazgeçilmez malzemelerinden biridir ve çeşitli endüstriyel alanlarda geniş bir kullanım alanı bulur. Özel fiziksel ve kimyasal özellikleri sayesinde dayanıklılık ve performans gerektiren uygulamalarda tercih edilir.
Takım çeliği, endüstriyel aletler, kesici takımlar ve kalıp cihazları gibi uygulamalarda kullanılan, çelik yoğun bir alaşımı kapsayan malzemedir. Özel alaşım elementleri ve kimyasal karışımları ile standart çeliklerden farklılaşır ve çok yüksek sertlik, aşınma direnci, çekme dayanımı ve farklı sıcaklık aralıklarında performans sunar. Bu kapsamlı özellikler, takım çeliklerini kesim, zımbalama, yuvarlama ve frezeleme gibi hassas işlemlerde tercih edilen birinci sınıf malzeme haline getirir.
Takım çeliği, geniş bir endüstriyel yelpazede kullanılır. Aşağıda takım çeliklerinin yaygın kullanım alanlarını bulabilirsiniz:
Otomotiv Endüstrisi
Otomotiv endüstrisi, kesici takımlar ve biçimlendirme kalıpları üretiminde takım çeliğini yoğun olarak kullanır. Yüksek dayanıklılık ve aşınma direnci sayesinde gövde parçaları, zincir ve valflerin üretimi kolaylaşır.
Havacılık Endüstrisi
Havacılık uygulamalarında, hassas ve dayanıklı malzemelere ihtiyaç duyulur. Takım çelikleri, kesici aletler ve yüksek sıcaklıklara dayanıklı parçaların tasarımında sıkça tercih edilir.
İnşaat ve Madencilik
Takım çelikleri, delme ve kesme aletlerinin üretiminde kullanılır. Uzun ömürlülüğü ve yüksek darbelere dayanabilmesi, inşaat makineleri ve matkaplar için ideal bir seçenek haline getirir.
Enerji Sektörü
Enerji üretim tesislerinde, kesme ve delme işlemlerinde kullanılan aletlerin dayanıklı olması beklenir. Takım çelikleri, bu sektörde etkin bir rol oynar.
Elektronik ve Medikal Cihazlar
Hassas işlemler gerektiren elektronik ve medikal cihazlarda, takım çelikleri yoğun olarak tercih edilir. Keskin ve dayanıklı takımlar, hassas cerrahi aletlerin üretiminde de kullanılır.
Takım çelikleri, takım çelikleri özellikleri açısından çok kapsamlı bir profil sunar.
Sertlik ve Dayanıklılık
Takım çelikleri, özel kimyasal bileşenler sayesinde çok yüksek sertlik ve aşınma direnci sunar. Bu özellik, işlevselliklerini uzun süre korumalarını sağlar.
Isıya Dayanıklılık
İşlem sırasında oluşan yüksek sıcaklıklara karşı dayanıklıdır. Endüstriyel kesim ve biçimlendirme aletleri için bu kriter hayati öneme sahiptir.
Aşınma Direnci
İşlevsel alanların birçoğu yoğun aşınmaya maruz kalır. Takım çelikleri, bu etkiyi minimuma indirir ve ekstra performans sunar.
Sıcak ve Soğuk Isı İşlemleri
Takım çelikleri, sıcak ve soğuk ısı işlemlerine uygun olarak tasarlanır ve bu sayede çeşitli şekillendirme tekniklerine dayanıklılık gösterir.
Takım çeliği ve karbon çeliği, farklı uygulamalarda kullanılan iki önemli çelik türüdür. Ancak, özellikleri ve kullanım alanları açısından birbirlerinden oldukça farklıdırlar.
Bileşim ve Yapısal Farklılıklar
Takım çeliği, alaşımlı çelik grubuna girer ve yüksek sertlik, dayanıklılık ve ısıl işlem kapasitesi gibi özelliklere sahiptir. Bu çelik türü, genellikle krom, vanadyum, molibden ve tungsten gibi alaşım elementleri içerir. Bu elementler takım çelikleri özelliklerini güçlendirir ve onları aşınmaya, ısıya ve darbeye karşı dirençli hale getirir.
Karbon çeliği ise esas olarak karbon ve demirden oluşur. Alaşım elementleri açısından zengindir, ancak takım çeliğine kıyasla daha düşük miktarlarda bulunur. Karbon çelikleri genellikle daha düşük sertliğe sahiptir ve kolay şekillendirilebilir. Bu nedenle inşaat, boru üretimi ve otomotiv sektörlerinde sıkça tercih edilir.
Mekanik Özellikler
Takım çelikleri yüksek mukavemet ve aşınma direnci ile öne çıkar. Karbon çeliği ise genellikle daha esnek bir yapıya sahiptir, bu da onu darbe dayanımı gerektiren uygulamalar için ideal kılar.
Kullanım Alanları
Takım çeliği, kesici takımlar, kalıplar, matkap uçları ve zımbalar gibi yüksek hassasiyet gerektiren uygulamalarda kullanılır. Karbon çelikleri ise köprüler, binalar ve gemi yapımı gibi ağır sanayi projelerinde yaygın olarak tercih edilir.
Takım çeliği, farklı endüstrilerde çok çeşitli uygulamalarda kullanılır. İşte takım çeliği kullanım alanlarının detaylı bir analizi:
Kesici Takımlar
Takım çelikleri özellikleri arasında yüksek sertlik ve dayanıklılık yer aldığından, metal işleme endüstrisinde kullanılan kesici takımlarda tercih edilir. Matkap uçları, torna bıçakları ve testere dişleri gibi aletlerde takım çeliği kullanılır.
Kalıp Üretimi
Takım çeliği, plastik enjeksiyon kalıpları, dövme kalıpları ve metal presleme kalıplarında kullanılır. Kalıp üretiminde dayanıklılık ve ısıya karşı direnç büyük önem taşır.
Otomotiv Endüstrisi
Otomobil parçalarının üretiminde, özellikle motor bileşenlerinde ve şanzıman dişlilerinde takım çeliği çeşitleri tercih edilir. Bu tür uygulamalar, uzun ömür ve aşınmaya dayanıklılık gerektirir.
İnşaat Sektörü
Takım çelikleri özellikleri sayesinde inşaat sektörü için gerekli olan dayanıklı ve güvenilir aletlerin üretiminde kullanılır. Örneğin, ağır iş makinelerinin bıçakları ve delici uçları bu malzemeden yapılır.
Havacılık ve Savunma Sanayii
Yüksek performans ve güvenilirlik gerektiren uygulamalarda takım çeliği çeşitleri vazgeçilmezdir. Havacılıkta kullanılan özel araç gereçler ve savunma sanayiindeki silah üretiminde bu çelikler sıkça tercih edilir.

Takım çeliği sertliği, bu malzemenin dayanıklılığını ve uygulama alanlarındaki performansını belirlemek için kritik bir parametredir. Sertlik ölçümünde genellikle Rockwell, Vickers veya Brinell testleri kullanılır.
Rockwell Sertlik Testi
Rockwell testi, sertlik ölçümünde en yaygın kullanılan yöntemlerden biridir. Bu testte, bir çelik yüzeye belirli bir yük uygulanır ve malzemenin yüzeyinde oluşan çöküntü derinliği ölçülür. Takım çeliği sertliği genellikle Rockwell C ölçeği (HRC) ile ifade edilir.
Vickers Sertlik Testi
Vickers testi, malzeme sertliğini ölçmek için küçük bir elmas piramit uç kullanır. Bu yöntem, ince malzemelerin ve küçük parçaların sertlik ölçümünde idealdir.
Brinell Sertlik Testi
Brinell testi, genellikle büyük ve ağır parçaların sertlik ölçümünde kullanılır. Bu testte, geniş bir bilye yüzeye belirli bir kuvvetle bastırılır ve oluşan iz çapı ölçülerek sertlik değeri hesaplanır.
Takım çeliği satan firmalar, ürünlerinin kalitesini ve müşteri memnuniyetini sağlamak için dikkat etmesi gereken bazı önemli hususlar vardır.
Ürün Çeşitliliği
Takım çeliği satan firmalar, müşterilerinin farklı ihtiyaçlarına cevap verebilmek için geniş bir ürün yelpazesi sunmalıdır. Örneğin, sıcak iş çelikleri, soğuk iş çelikleri ve yüksek hız çelikleri gibi farklı takım çeliği çeşitleri stoklarında bulunmalıdır.
Kalite Sertifikaları
Müşterilere sunulan ürünlerin kalite sertifikalarına sahip olması büyük önem taşır. ISO 9001 veya benzeri standartlar, ürünlerin güvenilir olduğunu kanıtlar.
Teknik Destek ve Danışmanlık
Takım çeliği satan firmalar, müşterilerine teknik destek ve danışmanlık hizmeti sunarak onların doğru malzemeyi seçmelerine yardımcı olmalıdır. Özellikle yeni başlayan işletmeler için bu tür bir destek çok değerlidir.
Lojistik ve Teslimat
Zamanında teslimat, müşteri memnuniyeti için kritik bir faktördür. Takım çeliği satan firmalar, güçlü bir lojistik altyapıya sahip olmalı ve ürünlerini sorunsuz bir şekilde teslim etmelidir.
Rekabetçi Fiyatlandırma
Piyasada rekabet edebilmek için fiyatlandırma politikası dikkatlice belirlenmelidir. Aynı zamanda fiyatların, kalite standartlarını düşürmeden uygun olması gereklidir.
Takım çeliğinin korozyona dayanıklılığı, alaşım bileşenlerine ve çeliğin türüne bağlıdır. Bazı takım çeliği çeşitleri, yüksek korozyon direnci sağlamak için özel olarak tasarlanmıştır.
Paslanmaz Takım Çelikleri
Paslanmaz takım çelikleri, krom içeriği sayesinde korozyon direncini artırır. Bu çelikler, nemli ve kimyasal ortamlarda kullanıma uygundur.
Özel Kaplamalar
Takım çelikleri özellikleri arasında korozyona dayanıklılığı artıran özel kaplamalar da bulunur. Nitrürleme veya PVD kaplama gibi işlemler, çeliğin yüzeyini koruyarak ömrünü uzatır.
Korozyon direnci düşük olan takım çeliklerinin düzenli bakımı yapılmalıdır. Yağlama ve temizleme işlemleri, çeliğin performansını korumada etkili olacaktır.
Takım çeliği ve takım çelikleri özellikleri, bu malzemenin endüstriyel uygulamalardaki önemini ortaya koymaktadır. Takım çeliği satan firmalar, kaliteli ürün ve müşteri odaklı hizmet anlayışı ile rekabet avantajı elde edilirken, kullanıcılar da bu çelik türünün dayanıklılık, sertlik ve korozyon direnci gibi avantajlarından faydalanmaktadır.